
Maintenance, Repair & Overhaul – Review and outlook
What was the project about?
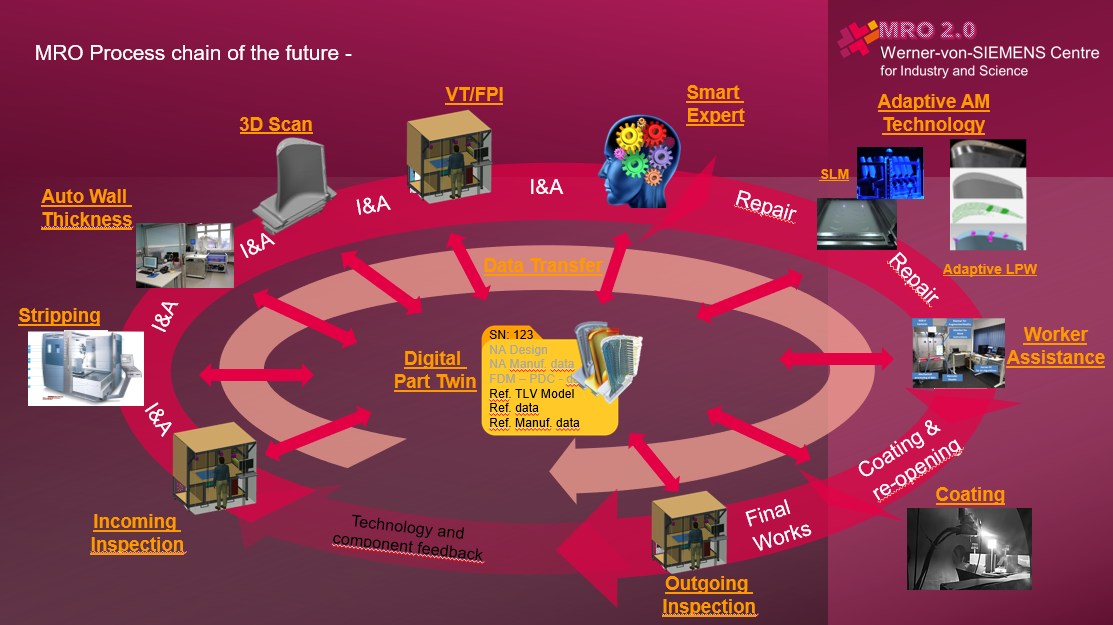
By combining standardized manufacturing with state-of-the-art technologies such as additive manufacturing processes and digitization (e.g. digital twin), the team was able to digitize and automate individual process steps and network them to some extent. In Phase II, among other things, the interfaces of the individual solutions are to be completely networked in order to be able to offer customers customized solutions with increased added value in the future. The research project was officially launched in the summer of 2020 and despite all the adversities of the pandemic, the team was able to successfully report its milestones for the sixth time in January 2023. Thanks to the technical expertise of the research partners and SMEs, as well as the excellent collaboration in all work packages, Phase I was completed successfully and according to schedule.
Results from the project have been presented at the Innovation Network Panel in November 2022 and at the Milestone Meeting in January 2023, among other events. The presentation of the project in posters as well as numerous other publications by the project team can be found on our website under Publications.
What results were achieved?
Digitization: The MRO digitization work packages focused on issues surrounding the digital twin and its various interfaces. For example, in MRO DI 1 “Digitization of the recording of findings”, the prototype of a photo table (see Figure 1: Photo table) has been completed, with which the external damage pattern of a gas turbine blade can be recorded with AI support. Using 5 cameras and 2 different component orientations, the entire component surface can be photographed in 10 images and analyzed using artificial intelligence (AI) to detect and mark surface findings. These defects can then be projected onto a 3D surface model of the component to enable a semi-automated CAx repair chain.
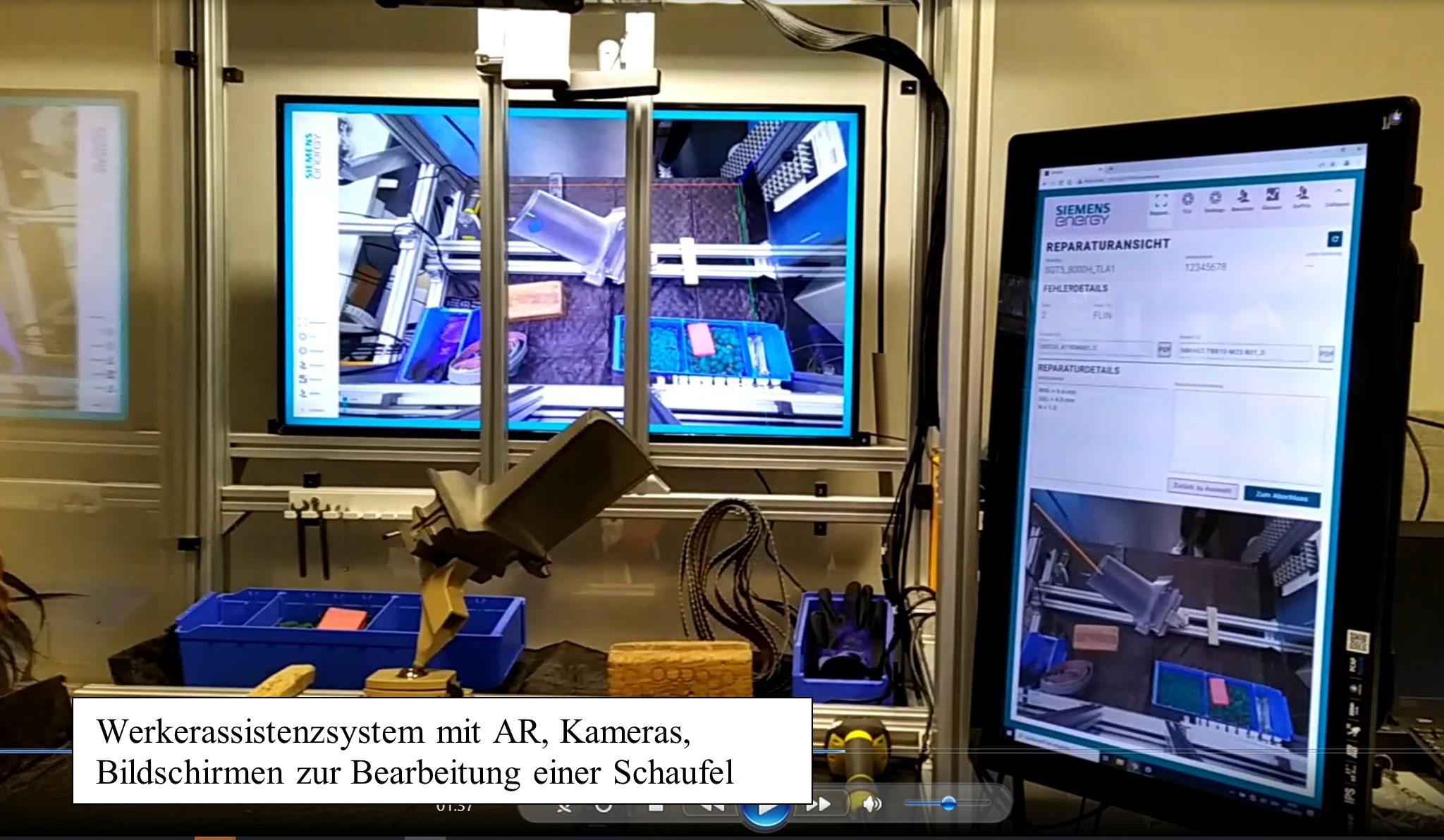
Furthermore, in DI 7 “Worker assistance systems”, the prototypical worker* workstation has been realized. Here, the component position on the work table is detected using AR, cameras and beamers, and defects that are to be processed by the worker are displayed or made recognizable on the component and work-relevant information is displayed. This eliminates the time-consuming manual search for component and job information.
The “digital twin” (MRO DI 6) has been designed and is being implemented. Interfaces to the individual MRO process steps were defined and resulting requirements for required or generated data were derived. These requirements are in turn used to define and implement the physical connection of the twin to the Siemens Energy internal IT architecture through an AWS cloud solution. This enables data networking of the entire MRO process chain and acceleration as well as maximum transparency of the refurbishment process.